Основные области применения | Какие выгоды дает MJP-технология | Принцип действия технологии многоструйной печати | Используемые материалы
Многоструйное моделирование (или многоструйная печать) – одна из фундаментальных аддитивных технологий, которая основана на послойном построении объекта из воска или фотополимера. Этот метод разработан и запатентован компанией 3D Systems под названием MultiJet Printing (MJP). Другое название технологии – MultiJet Modeling (MJM). С ее помощью изготавливают высокоточные детали и модели любой сложности, используемые в самых разных отраслях промышленности.
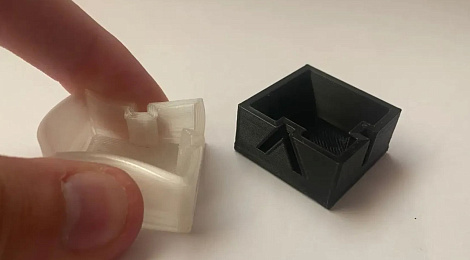
Одна из особенностей MJP, которая сближает ее с лазерной стереолитографией (SLA), – наличие так называемых поддержек (поддерживающих структур) для выступающих или нависающих элементов детали, предназначенной для 3D-печати. По завершении построения в 3D-принтере поддержки с легкостью удаляются.
Закажите 3D-печать воском. Точность до 16 микрон, срок изготовления – 1-2 дня!
- литейные производства;
- ювелирное дело;
- медицина (в том числе стоматология);
- автомобильная промышленность;
- потребительские товары.
Изделия, создаваемые с помощью многоструйного моделирования:
- функциональные модели для проверки на собираемость;
- прототипы;
- модели для испытаний;
- концептуальные модели для утверждения дизайна;
- оснастка;
- выжигаемые и выплавляемые модели.
Какие выгоды дает MJP-технология
Многоструйная печать обеспечивает следующие преимущества:
- точность построения и исключительно качественная детализация изделий (толщина слоя – от 13 до 32 микрон);
- высокая скорость получения моделей;
- широкий выбор и высокое качество модельных материалов.
Главное достоинство технологии – способность обеспечить высочайшее качество и идеальную гладкость поверхности готовых изделий. Эти свойства крайне важны при сборке деталей, промышленных прототипов и литьевых форм.

Различные режимы позволяют выбрать наилучшую комбинацию разрешения и скорости печати. При построении моделей из жидкого фотополимера MJP-технология в плане точности превосходит возможности 3D-печати пластиками, а в отдельных случаях может соперничать с лазерной стереолитографией.
Еще один несомненный плюс многоструйной печати – простота эксплуатации принтеров. Они компактны и приспособлены к условиям офиса, что делает их идеальным решением для прямого литья из воска в ювелирном деле, стоматологии и других отраслях, где цифровые технологии обеспечивают значительную экономию времени, средств и людских ресурсов. Кроме того, MJP-принтеры – выгодная альтернатива традиционным методам производства, позволяющая обойтись без дорогостоящих и затратных по времени этапов технологического процесса.
К минусам многоструйного моделирования можно отнести:
- возможность использования преимущественно в функциональном прототипировании;
- уязвимость модели к действию прямых солнечных лучей;
- относительно высокая стоимость расходных материалов.
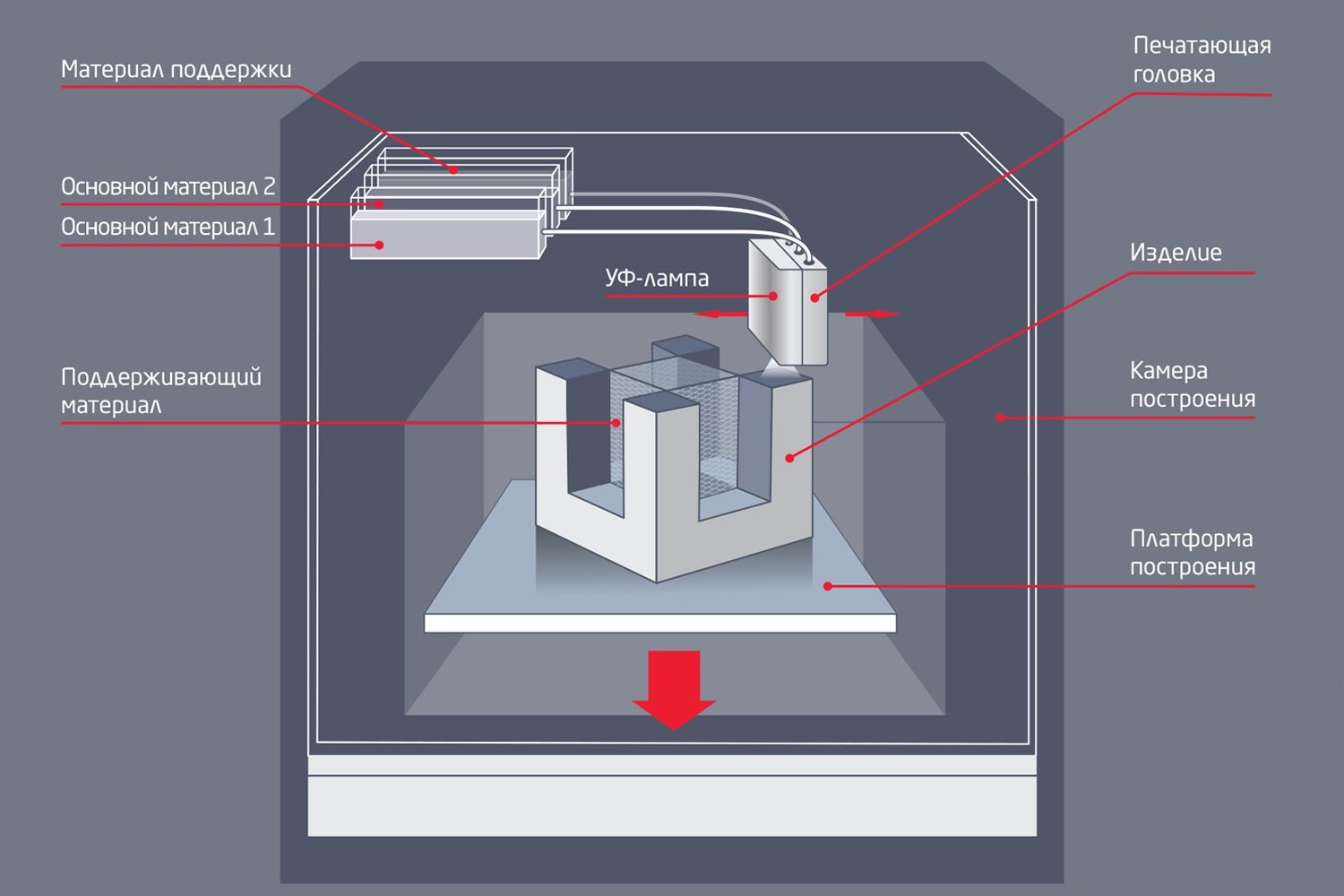
Принцип действия технологии многоструйной печати
- Трехмерная модель рассекается в программном обеспечении CAD на горизонтальные слои, которые затем отправляются на печать.
- Технология MJP функционирует по аналогии с обычной струйной печатью. Слой наносится печатающей головкой, оснащенной множеством мельчайших сопел, через которые на горизонтальную платформу подается модельный материал. Число сопел в разных моделях 3D-принтеров варьируется от 96 до 448. Печатающая головка напыляет материал по контурам слоя модели. Еще одна головка предназначена для разравнивания каждого нового слоя.
- Воск или фотополимер расплавляется в подогреваемом при температуре 80 С картридже еще до попадания в печатающую головку.
- После нанесения слоя фотополимер подвергается засвечиванию ультрафиолетовой лампой и затвердевает. Модель, напечатанная из воска, охлаждается естественным путем.
- Заключительный этап – удаление поддерживающих структур. Если модель печатается из воска, поддержку удаляют специальным раствором. При использовании фотополимера изделие помещается в печь, где поддержка выплавляется при высокой температуре (примерно 60 С). Cложным изделиям требуется дополнительная обработка в ультразвуковой ванне.

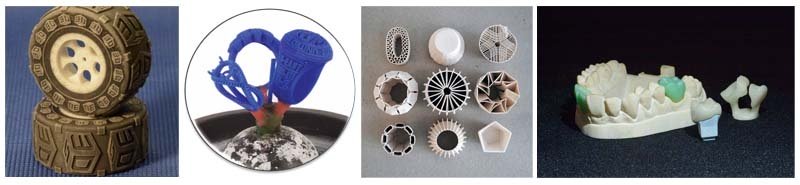
Справа: разнотипные сложносоставные материалы в одной модели
Используемые материалы
Изначально в устройствах многоструйной печати применялись термопластики; в современных моделях, как мы уже упомянули, используются восковые и фотополимерные материалы.
При печати воском для изделия подбирают более твердый, а для поддержек – более мягкий или легкоплавкий воск. Полученные объекты идеальны для изготовления литьевых форм.
Что касается фотополимеров, многообразие свойств делает эти материалы по-настоящему универсальными. Фотополимерные модели могут иметь различные цвета, быть эластичными и жесткими, матовыми и прозрачными, композитными, термостойкими, биосовместимыми, схожими по свойствам с полипропиленом и ABS-пластиками и обладать многими другими характеристиками. Благодаря такому разнообразию они используются в широком спектре отраслей – от производства обуви до авиакосмической промышленности.
Статья опубликована 18.08.2017 , обновлена 23.05.2022