Основные этапы литья по выплавляемым моделям | Главные преимущества 3D-печати в сравнении с традиционными технологиями | Примеры применения 3D-печати на производстве
Как уже было сказано во вступительной статье нашего «литейного» цикла, при оболочковом литье используются одноразовые модели и формы. Сегодня мы рассмотрим, как аддитивные технологии повышают эффективность процесса литья по выплавляемым моделям. Это один из наиболее точных литейных методов современной индустрии, позволяющий получать изделия с допусками 100-200 микрон.
Основные этапы литья по выплавляемым моделям
- Создается образец модели.
- Образец присоединяется к центральному литнику.
- Образец и центральный литник несколько раз опускают в огнеупорный материал, создавая форму вокруг образца.
- Образец удаляется из огнеупорной формы. Форма готова для заливки металлом.
- Металл заливается в форму.
- После охлаждения материал формы удаляется посредством механической обработки, химической очистки или растворения в воде.
- Части отрезают от центрального литника и слегка зачищают.
Создание новой продукции, и в особенности литейных деталей, – самая трудоемкая и дорогостоящая часть технологического процесса. В стандартном производстве для новой итерации изделия часто требуется и новая литейная оснастка, поскольку модернизировать существующую либо слишком затратно, либо невозможно.
Аддитивные технологии недаром называют революционными: они позволили сократить сроки изготовления изделий для опытного производства в разы и даже десятки раз. К примеру, прототип блока цилиндров автомобильного двигателя можно напечатать на 3D-принтере всего за две недели, тогда как его производство традиционными методами занимает полгода. 3D-печать не только экономит время, но и позволяет вырастить модели и формы любой сложности. У литья в этом смысле возможности ограничены.
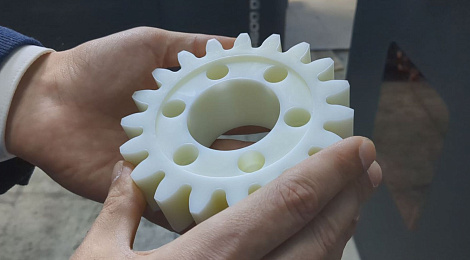
Когда речь идет о точности детали, применение 3D-печати также не имеет себе равных. Наибольшее распространение эта технология получила в ювелирном деле, стоматологии, приборостроении – в тех отраслях, где в приоритете небольшие размеры и сложная геометрия изделия. При изготовлении таких объектов, как мелкие детали машин, ювелирные изделия, стоматологические протезы или имплантаты, востребована особо высокая точность и качество отливок.

Главные преимущества 3D-печати в сравнении с традиционными технологиями
- Высокая производительность;
- повышенная точность;
- высокое качество;
- возможность круглосуточной эксплуатации;
- применение материалов для 3D-печати с качествами, оптимизированными для конкретных задач.

Построение моделей в 3D-принтере выполняется по технологии MJP (MultiJet Printing), основанной на многоструйном моделировании с помощью воска или фотополимера. Это дает возможность получать модели с высокой детализацией и превосходным качеством поверхности.
Примеры применения 3D-печати на производстве
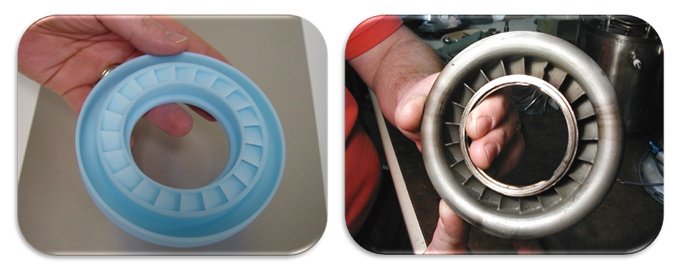
Американская компания Turbine Technologies, Ltd. разработала модификацию двигателей внутреннего сгорания, на которые устанавливаются турбины высокого давления. Компания приобрела 3D-принтер для печати восковых моделей и получает готовую отливку в течение 3-4 дней. Восковые модели теперь изготавливаются непосредственно из 3D-моделей CAD, а литейный цех Turbine Technologies производит компоненты прототипов газотурбинных двигателей с большей точностью и меньшими расходами.

А вот уникальный пример: к 40-летию короля южноафриканского племени зулусов Гудвилла Цвелитини была отлита монета из 18-каратного золота. Ее диаметр 100 мм, толщина 7 мм, а вес составляет чуть менее 0,5 кг. Перед производителем стояла задача напечатать монету в кратчайшие сроки, и благодаря выдающимся возможностям 3D-печати она была изготовлена всего за неделю.

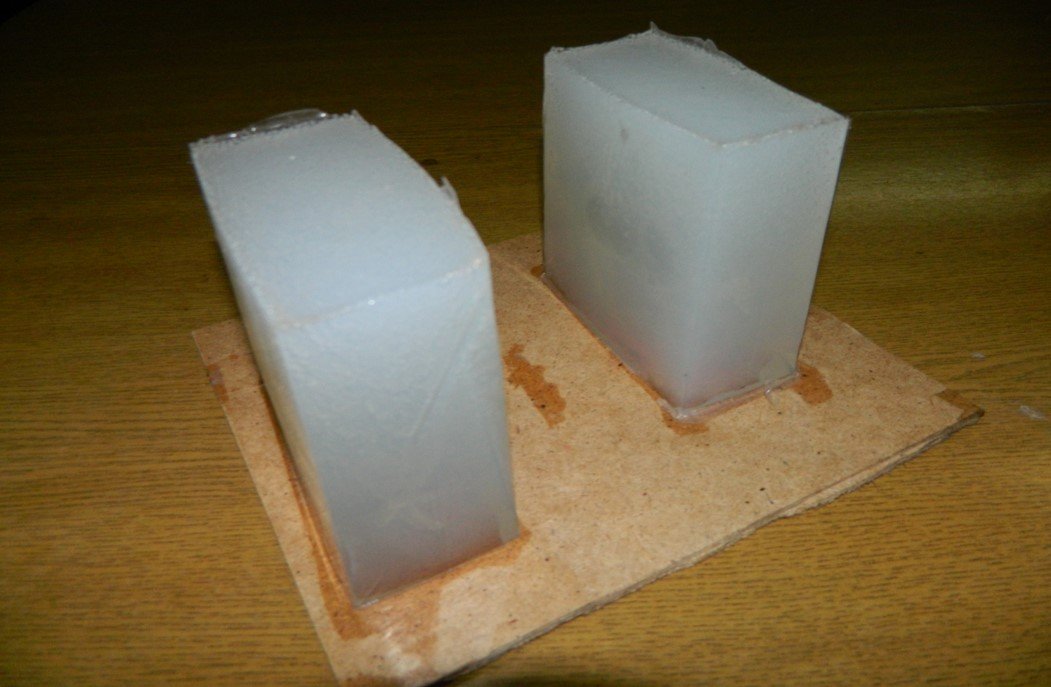
У воска для печати есть свои недостатки. Все затраты на выращивание восковой модели ложатся на конечное изделие, так как модель одноразовая и ее нельзя использовать повторно. Специалисты iQB Technologies решили немного модифицировать процесс, что позволило снизить издержки производства. На одном из российских предприятий была создана модель металлического сувенирного изделия (см. фото 5). Чтобы не платить за весь воск, который тратится на каждое изделие, модель была напечатана на 3D-принтере не из воска, а из пластика (фотополимерной смолы). Дальнейшее создание мастер-моделей выполнялось путем выплавления воска и литья по выплавляемым моделям.
Остановимся на этом примере, чтобы поэтапно рассмотреть весь технологический процесс.







А как аддитивные технологии применяются в процессе литья по выжигаемым моделям? Читайте в нашем блоге!
Статья опубликована 02.08.2017 , обновлена 10.12.2024
Об авторе