Автомобилестроение и транспорт | Авиакосмическая индустрия | Судостроение | Химическая промышленность | Наука и технологии | Медицина
Титановая выхлопная система «Кожа дракона»: новый рекорд SLM‑печати
Немецкий производитель Apollo Automobil представил одну из самых необычных деталей, созданных с помощью аддитивных технологий, – полностью 3D‑печатную титановую выхлопную систему Dragon Skin для трекового гиперкара EVO. По заявлению компании, это самая крупная в мире цельнометаллическая выхлопная система, изготовленная методом селективного лазерного плавления.
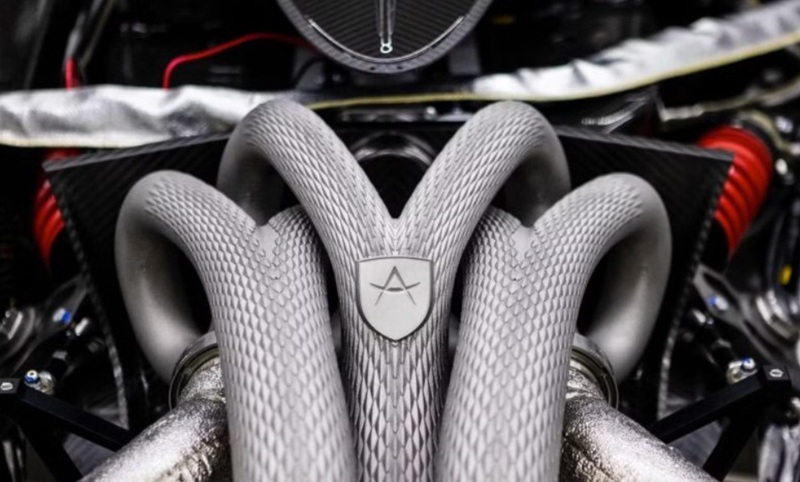
Главная особенность проекта – применение принципов проектирования для аддитивного производства (DfAM). Конструкция выхлопной системы проектировалась под 3D‑печать изначально, а не адаптировалась под нее. Благодаря этому инженерам удалось реализовать сложную органическую геометрию с рельефной поверхностью Dragon Skin, которая выполняет не столько декоративную, сколько функциональную роль – способствует более равномерному распределению тепла и снижению локальных термических нагрузок.
Ключевым преимуществом стала цельная конструкция без сварных швов и соединений. Это позволило уменьшить массу, снизить количество потенциальных зон разрушения и повысить надежность при экстремальных вибрационных и температурных нагрузках. Подобную геометрию и внутреннюю структуру практически невозможно изготовить традиционными методами – литьем или мехобработкой.
Проект Apollo EVO демонстрирует, как 3D‑печать металлом постепенно выходит за рамки прототипирования и становится инструментом создания полноценных высоконагруженных компонентов для автоспорта и аэрокосмической отрасли.
Свежие новости о 3D‑технологиях – на наших каналах в Telegram и Дзене. Подписывайтесь!
Запчасти для ремонта челябинских трамваев печатают на 3D‑принтере: расходы сократились в десятки раз
Предприятие «Челябинский городской электрический транспорт» пополнило свою команду новым «сотрудником» – 3D‑принтером. Теперь мелкие пластиковые детали для трамваев предприятие печатает самостоятельно, не дожидаясь поставок. Об этом сообщили в пресс‑службе перевозчика.
Раньше, чтобы получить, например, клицу (деталь крепления рельса) или щеткодержатель, приходилось покупать их за 1250 и 12700 рублей соответственно и ждать поставки около месяца. С появлением 3D‑принтера деталь обходится в 130‑400 рублей и готова уже через пару часов.

Сотрудники немного доработали заводские чертежи, чтобы детали стали крепче и долговечнее.
Теперь трамваи не простаивают в ремонте из‑за нехватки мелких запчастей: сломалось – напечатали – поехали дальше. Кроме того, предприятие больше не покупает дорогие узлы в сборе, если сломалась одна маленькая шестеренка. Нужную деталь просто печатают отдельно.
По оценке перевозчика, 3D‑принтер окупил свою стоимость за полмесяца.
Был ли туалет для «Артемиды II» напечатан на 3D‑принтере из титана?
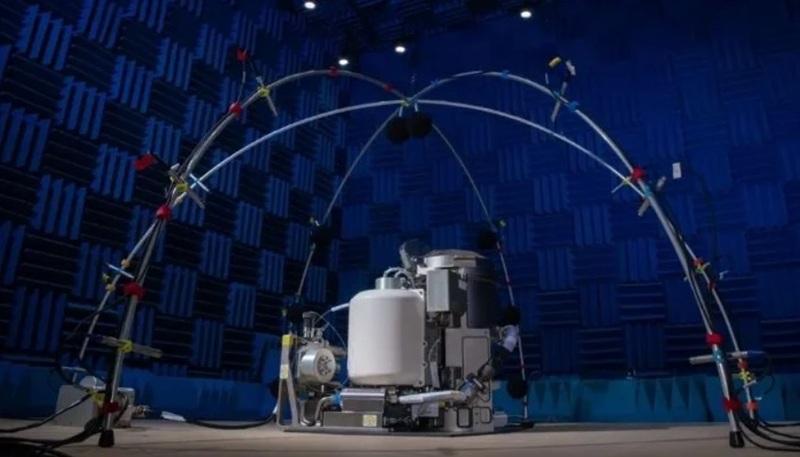
Миссия «Артемида II» стала первым пилотируемым облетом Луны за десятилетия. На борту корабля Orion находилась система утилизации отходов UWMS, которая впервые была протестирована на МКС в 2020 году и получила не совсем точное название «3D‑печатного титанового туалета».
NASA указывает, что из титана был напечатан только корпус ключевого узла – двойного вентиляторного влагоотделителя, создающего поток воздуха для перемещения отходов в невесомости.
Хотя точные детали производства не раскрываются, логика выбора технологии очевидна. Узел имеет сложную геометрию: отдельные каналы для потоков воздуха, зоны с разным давлением, а также корпус центробежного отделителя с редуктором. Изготовление такой конструкции из титана в виде одной детали – задача, где аддитивные технологии дают явное преимущество.
Титан выбран благодаря устойчивости к коррозии, вызванной агрессивной средой (например, при обработке мочи), а 3D‑печать позволяет объединить несколько компонентов в один, снизить массу и уменьшить количество потенциальных точек отказа.
Во время миссии в системе возникли сбои, включая отказ электроники и замерзание трубки, однако связь с 3D‑печатными элементами не подтверждена. Для следующей миссии «Артемида III», где астронавты проведут на поверхности Луны несколько недель, системе предстоит доказать надежность. Данные тестов помогут оценить перспективы 3D‑печати титаном за пределами околоземной орбиты.
Производство гребных винтов – за недели вместо месяцев
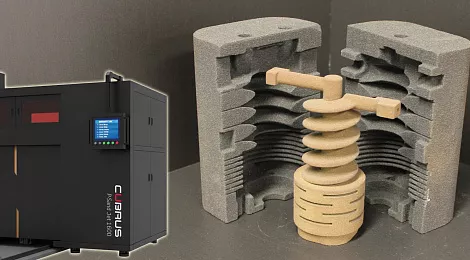
Ford и Sharrow Engineering демонстрируют, как 3D‑печать песчаных форм меняет подход к литейному производству. Компании заменили традиционный процесс литья по выплавляемым моделям, занимавший до 130 дней, на технологию 3D‑печати песчаных форм (Binder Jetting). В результате сроки изготовления винтов сократились примерно до двух недель.
Речь идет о винтах Sharrow Propeller – конструкции с замкнутыми лопастями, которая получила широкую известность благодаря снижению шума, вибраций и повышению эффективности судов. Однако рост спроса быстро уперся в ограничения классического производства.
Ford подключил более чем 20-летний опыт в области 3D-печати песчаных форм и совместно с литейными предприятиями адаптировал процесс под серийный выпуск. Инженеры оптимизировали изготовление литейных форм и ускорили весь цикл производства.

По словам специалистов Sharrow Engineering, именно масштабирование было главным барьером для развития технологии. Теперь то, что раньше занимало целый сезон, можно выпускать за считаные недели.
Особенно показательно, что речь идет не о прототипировании, а о полноценной производственной цепочке для сложных металлических изделий. Проект – отличный пример того, как аддитивные технологии становятся инструментом промышленного масштабирования – в судостроении, аэрокосмической отрасли и других направлениях тяжелого машиностроения.
BASF запускает первый в мире завод по массовому аддитивному производству катализаторов
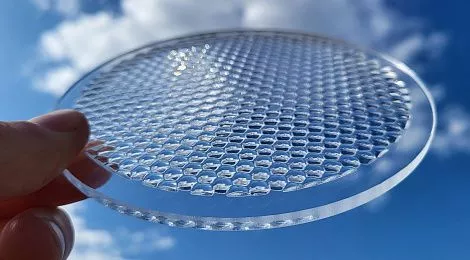
Компания BASF ввела в эксплуатацию первый в мире завод для выпуска 3D‑печатных катализаторов, выведя свою фирменную технологию X3D на полноценный промышленный уровень на площадке в Людвигсхафене.
Процесс X3D использует аддитивное производство для создания катализаторов с точно заданной геометрией, сочетающей высокую механическую прочность и открытую структуру. Такая конструкция снижает перепад давления внутри реакторов, увеличивает площадь каталитически активной поверхности и обеспечивает более высокую производительность реакторов при меньшем энергопотреблении по сравнению с традиционными катализаторами.
BASF уже несколько лет поставляет катализаторы X3D как внутренним, так и внешним заказчикам для различных сфер применения. Новый завод призван сделать продукцию более доступной и сократить время от разработки до выхода на рынок.
Один из клиентов, уже использующих эту технологию, – китайский производитель химических продуктов тонкого органического синтеза An Hui Jintung, который в 2025 году оснастил свое производство катализаторами серной кислоты O4‑115 X3D от BASF.

«Запуск прошел успешно, а показатели работы предприятия значительно улучшились по сравнению с прежними. Производство достигло рекордных значений, что принесло нашей компании значительную экономическую выгоду. Мы продолжим сотрудничество с BASF для модернизации и замены катализаторов на других установках», – отметил генеральный директор компании Этер Чжу.
Детлеф Руфф, старший вице‑президент направления химических катализаторов и адсорбентов BASF, заявил, что технология уже обеспечивает клиентам конкурентное преимущество: «Мы можем поставлять катализаторы, точно адаптированные под конкретные химические процессы клиентов – быстро и в больших объемах. При этом мы помогаем им достигать своих целей, позволяя повышать производительность и эффективность использования сырья».
ИИ прогнозирует качество металлических 3D‑деталей с учетом внутренних дефектов
Исследователи из Корейского института материаловедения (KIMS) совместно с Институтом Макса Планка разработали интерпретируемую модель искусственного интеллекта для оценки внутренних дефектов в металлических изделиях, полученных аддитивным методом. Технология направлена на повышение надежности 3D‑печатных компонентов и расширение их применения в промышленном производстве.
3D‑печать металлами перспективна для выпуска сложных деталей, однако ее внедрение ограничено микродефектами, возникающими в процессе построения, особенно при селективном лазерном плавлении порошка (SLM/LPBF). Ранее контроль качества в основном сводился к оценке пористости, хотя на прочность влияют форма, размер и распределение дефектов.
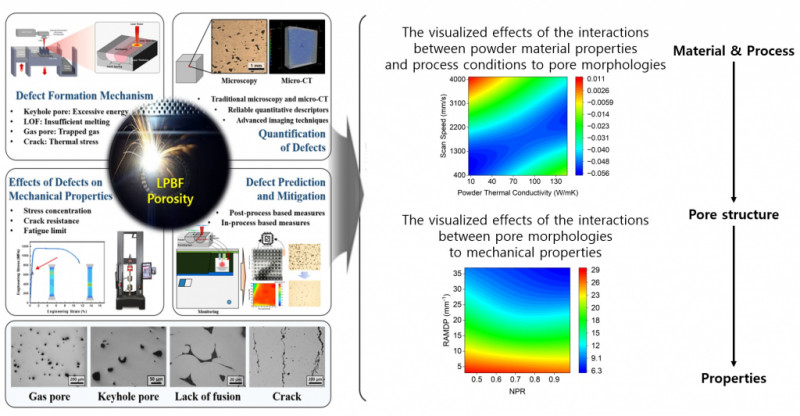
Новая модель объяснимого ИИ анализирует микроструктурные изображения и учитывает морфологию пор – их размер, некруглость частиц и пространственное расположение. Система связывает эти параметры с механическими свойствами и позволяет еще на этапе проектирования процесса прогнозировать вероятность дефектов и их влияние на характеристики изделия. В отличие от «черных ящиков», модель объясняет, почему при определенных режимах растет количество дефектов и снижается прочность.
Алгоритм обучен на данных по сталям, алюминиевым и титановым сплавам. Разработка может ускорить внедрение металлической 3D‑печати в авиации и машиностроении, снизив уровень брака и производственные издержки.
3D‑принтеры помогают ремонтировать оборудование на подмосковных комплексах по переработке отходов
На комплексах по переработке отходов Московской области продолжают внедрять современные технологии. Одним из эффективных решений стало использование FDM‑принтеров для быстрого изготовления мелких комплектующих прямо на месте.
Как отметил главный технолог КПО «Восток» Александр Панферов, внедрение 3D‑печати значительно упростило обслуживание оборудования сортировочного цеха, особенно системы обратного осмоса. Раньше при поломке нужные детали приходилось заказывать за границей и ждать более двух недель. Теперь их можно изготовить на месте всего за 8‑15 часов. Это позволяет избежать простоев и снизить зависимость от дорогого импорта.
С помощью 3D‑принтеров на КПО изготавливают самые разные элементы: патрубки для систем обратного осмоса, держатели ламп для оптических сепараторов, кронштейны для погрузчиков и направляющие для прессового оборудования.
QR‑код как часть детали: почему производители переходят на 3D‑печатную маркировку
Все больше производителей отказываются от наклеек и иных операций маркировки в пользу QR‑кодов, интегрированных прямо в 3D‑печатные детали. Такой подход обеспечивает надежную идентификацию изделий и версий прототипов. Например, компания CONMED начала использовать аддитивную платформу Rize для внедрения QR‑кодов непосредственно в конструкцию деталей, что позволяет точно отслеживать каждую итерацию разработки.
В отличие от традиционной маркировки, QR‑код встраивается в CAD‑модель как элемент геометрии – рельеф или углубление. При печати он становится неотъемлемой частью изделия и не может быть стерт или потерян. Код считывается благодаря контрасту поверхности или за счет цветных материалов в системах мультиматериальной печати.

Чаще всего такую маркировку используют для оснастки, приспособлений и производственного инструмента, которые годами работают в сложных условиях. Отсканировав код, можно мгновенно получить доступ к инструкции по сборке, истории изменений или данным калибровки. В регулируемых отраслях – медицине, аэрокосмической и автомобильной промышленности – это упрощает прослеживаемость изделий на протяжении всего жизненного цикла.
Еще одно важное применение – прототипирование. Когда несколько версий детали внешне почти не отличаются, встроенный код исключает путаницу.
Возможности 3D‑печати меняют сам подход к маркировке: теперь идентификатор закладывается на этапе проектирования вместе с геометрией и материалом. В результате каждая деталь фактически несет собственную «цифровую историю» – без этикеток и дополнительных операций.
3D‑печатная молния: гибкая конструкция, которая в мгновение ока становится жесткой
Исследователи Массачусетского технологического института представили необычную разработку – напечатанную на 3D‑принтере трехстороннюю застежку-молнию, способную быстро превращаться из гибкой структуры в жесткую. Технология основана на идее, предложенной еще в 1985 году инженером и нынешним профессором MIT Уильямом Фридманом, но реализовать ее удалось только сейчас благодаря развитию 3D‑печати и новых материалов.
В отличие от обычной молнии, система состоит из трех соединяемых элементов. При их «застегивании» образуется прочная пространственная структура, которая может принимать форму стержня, дуги или спирали. При обратном движении замка конструкция снова становится гибкой.

Молнии печатались из пластиков – жесткого и прочного PLA и гибкого эластомера TPU. Исследователи отмечают, что в будущем хотят перейти от полимеров к более прочным материалам, включая металл.
Технология уже продемонстрирована в нескольких прикладных сценариях. Один из них – медицинский ортез: гибкая тканевая перчатка после застегивания молнии превращается в жесткий фиксатор для кисти. Аналогичным образом можно создавать временные гипсы или поддерживающие конструкции для конечностей.
По мнению разработчиков, технология может найти применение в медицине, робототехнике, носимой электронике и быстроразворачиваемых конструкциях.
Костные имплантаты, созданные на биопринтере, могут заменить традиционные решения
В Джорждтаунском университете (Вашингтон, США) ведутся разработки по 3D‑биопечати нового типа костных имплантатов, которые ближе по свойствам к натуральной кости. Вместо металла или донорских тканей используются природные материалы, способствующие регенерации.
Сегодня для восстановления костей применяют собственную ткань пациента, донорскую кость или синтетические материалы. У каждого из подходов есть недостатки – от боли и осложнений до риска отторжения.

Новая разработка основана на пектине (веществе из фруктов) в сочетании с гидроксиапатитом – минералом, входящим в состав костей. С помощью биопечати создается пористая структура, имитирующая внутреннее строение кости. В нее также могут добавляться живые клетки для улучшения заживления и обмена питательными веществами. Такие импланты действуют как «каркас», направляя рост новой кости, а не просто заменяя ее. Это снижает риск осложнений и делает восстановление более естественным.
Технология пока находится на стадии исследований: предстоят лабораторные тесты и клинические испытания. Однако первые результаты показывают, что такие решения могут стать более безопасной и эффективной альтернативой существующим методам.
Фото в заставке: Sharrow Engineering
Статья опубликована 28.05.2026 , обновлена 28.05.2026