


Проект оптимизации и аддитивного производства элемента авиационной конструкции, осуществленный компаниями ASCO Industries и SLM Solutions, в очередной раз доказал эффективность технологии селективного лазерного плавления. Новое решение позволило улучшить конструкцию и снизить массу детали, а также сократить общее время сборки и механической обработки.
О компании ASCO Industries n.v.
ASCO — бельгийская аэрокосмическая компания с головным офисом в Брюсселе. Она является признанным мировым лидером в области разработки механизмов привода предкрылков (на передней кромке крыла) и закрылков (на задней кромке крыла), а также механической обработки высокопрочных сталей, титана и алюминиевых сплавов. Компания ASCO также славится широкими возможностями по производству и сборке при создании высокоточных и экономичных решений для самолетных шасси и таких элементов конструкции, как фюзеляжные рамы и узлы крепления двигателя.

Структурный элемент механизма привода щитков Крюгера
Рассматриваемый S-образный кронштейн – структурный элемент механизма привода щитков Крюгера, разработанного компанией ASCO в рамках проекта AFLoNext. Считается, что щитки Крюгера способны эффективно заменить предкрылки на передней кромке крыльев в будущих платформах с ламинарным обтеканием крыла.
Кронштейн служит шарнирным соединением, связывающим щиток Крюгера с фиксированной передней кромкой. Его элегантная форма – результат жестких требований к распределению пространства и высоких нагрузок на посадочные поверхности. Изначальный проект предполагал механическую обработку кронштейна компанией ASCO. Механически обрабатываемая версия выполняется из высокопрочной нержавеющей стали и весит 2005 г. Интерес к данному элементу вызван тем, что в своем исходном виде он требует сложной механической обработки и обладает плохим коэффициентом использования материала.

Решение найдено: селективное лазерное плавление
Компании ASCO и SLM Solutions осуществили совместный проект оптимизации для получения наилучшей новой конструкции S-образного кронштейна. Инженеры компании SLM Solutions участвовали в оценке различных этапов проектирования с целью повышения технологичности. Применение технологии селективного лазерного плавления (установка с двумя лазерами) позволило сократить время изготовления с 82 до 48 часов. Компании SLM Solutions удалось успешно настроить процесс с учетом эксплуатационных напряжений конструкции и теплообменных свойств крупных титановых деталей.
Оптимизация конструкции кронштейна
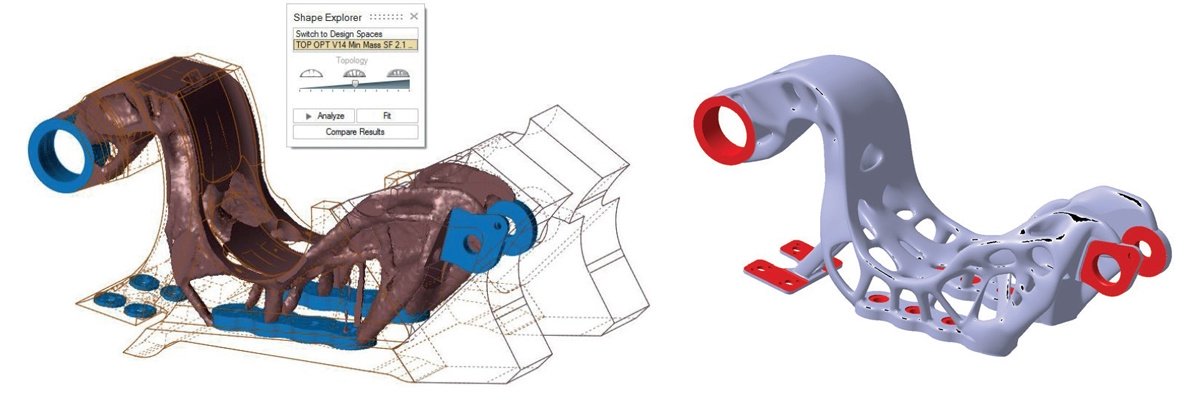
Поскольку печать элемента, рассчитанного на механическую обработку, дает мало дополнительных преимуществ, конструкция S-образного кронштейна была переработана под аддитивное производство путем топологической оптимизации. Ее целью было минимизировать массу с сохранением необходимой прочности, позволяющей выдерживать аэродинамические нагрузки, оговоренные в проекте AFLoNext. Кроме того, в кронштейн были интегрированы два других элемента. Масса кронштейна после оптимизации составляет 1416 г (исходный узел весил 2050, что означает снижение массы на 31% и сокращение общего времени сборки.
Повышение коэффициента использования материала
Коэффициент использования материала механически обрабатываемой версии был равен примерно 17, а у детали, напечатанной на аддитивной установке SLM Solutions, этот показатель снизился до 1,5 (с учетом удаляемых поддержек и небольшого количества дополнительного материала, снимаемого в ходе постобработки поверхностей с высокими требованиями по точности).
Сокращение времени механической обработки
Прежнее время мехобработки, начиная с исходной заготовки, составляло около 4,5 часов. Применяя технологию селективного лазерного плавления, обработке нужно подвергнуть лишь несколько поверхностей, которые выделены красным цветом на рисунке вверху справа.
Результат проекта 3D-печати металлами
- Снижение массы на 31% и сокращение общего времени сборки.
- Объединение трех деталей в одну.
- Снижение коэффициента использования материала с 17 до 1,5.
- Значительное сокращение времени механической обработки.
- Сокращение сроков производства на 42% до 24 часов/деталь за счет использования принтера SLM 280 Twin (по сравнению с однолазерным принтером).

Статья опубликована 15.05.2018 , обновлена 26.01.2026




