Принцип работы лазерного трекера | Сферы применения | Проблемы классических методов измерений и преимущества лазерных трекеров | Процесс работы устройства | Результаты измерений | Примеры задач, решаемых лазерными трекерами в металлургии | Итоги: кратко
Сегодня производствам требуются более быстрые и эффективные системы для высокоточного измерения координат крупногабаритных объектов – различного оборудования, узлов машин и техники. Одно из таких современных решений – лазерный трекер, позволяющий забыть о проблемах классических измерительных инструментов, ускорить процесс контроля качества, обеспечить абсолютную надежность полученных результатов и повысить общую производительность предприятия.
Каков принцип работы прибора, чем он отличается от других систем 3D‑измерений и как применяется на практике, в частности, на металлургических производствах? На наши вопросы отвечает Дмитрий Носов, технический директор компании «Нева Технолоджи» – одного из признанных российских лидеров в сфере внедрения передового метрологического оборудования и систем неразрушающего контроля.
Эксперты iQB Technologies готовы ответить на любые ваши вопросы о применении 3D‑технологий. Также мы предлагаем обучение, тестовые 3D‑услуги, выезд специалистов на ваше предприятие и многое другое:
– Дмитрий, как давно «Нева Технолоджи» занимается интеграцией передовых средств измерений?
– Мы работаем с 1997 года. Ключевое направление деятельности – собственно, с чего компания начиналась, – поставка и интеграция высокоточных измерительных систем. И одна из основных применяемых нами технологий – измерения с помощью лазерных трекеров со специализацией в металлургии.
Лазерные трекеры начали применяться в мировой промышленности еще в конце 1980‑х годов, и наша компания в начале нулевых была первой, кто внедрил эту технологию в России.

– Расскажите о принципе работы устройства. Чем оно отличается от лазерного 3D‑сканера?
– Лазерный трекер – высокоточное средство измерений, чем‑то схожее с лазерным сканером. Прибор также имеет две оси вращения и лазерный дальномер, то есть координаты точек в пространстве определяются путем измерения двух углов: вертикального и горизонтального, а также расстояния.
Точка фиксируется либо специальным сферическим отражателем – оператор держит в руке своего рода сферу с уголковым отражателем, – либо специальным щупом (для определения координат в труднодоступных зонах), либо даже ручным лазерным сканером.
Измерения производятся в динамическом и статическом режимах. Дополнительно прибор может оснащаться встроенным лазерным интерферометром.
Основное отличие трекера от 3D‑сканера заключается в том, что последний выполняет измерения бесконтактно в автоматическом режиме. А лазерный трекер отслеживает положение сферического отражателя, который соприкасается с измеряемым объектом.
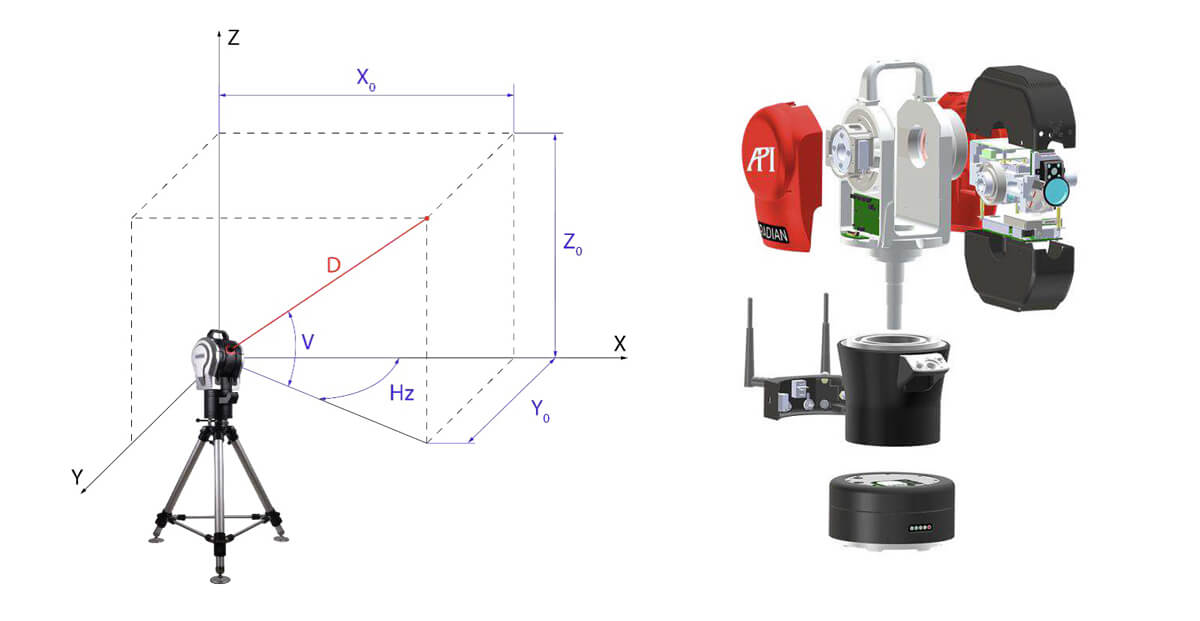
· показания дальномера (D)
· показания горизонтального и вертикального угловых энкодеров (Hz, V)
При этом система координат (СК) расположена в точке пересечений осей вращения. Определив эти величины, система производит пересчет полярной СК в декартову:
X0=D*cos(Hz)
Y0=D*sin(Hz)
Z0=D*cos(V)
Таким образом мы можем получить трехмерные координаты любой видимой нам точки пространства.
Эти системы очень компактны, по размеру сопоставимы с 3D‑сканерами, умещаются в дорожный чемодан и могут легко транспортироваться одним оператором.

– В каких отраслях находят применение лазерные трекеры?
– Технология широко распространена в авиастроении – первые лазерные трекеры в конце восьмидесятых заказала компания Boeing. Будучи универсальными, устройства применяются практически во всех отраслях, где используется высокоточное производственное оборудование.
Например, мы можем контролировать геометрические параметры изделий крупного машиностроения, а также выполнять контроль кинематической точности станков и роботов-манипуляторов. Всё это требует высокой точности измерений – менее миллиметра, а данный прибор обеспечивает погрешность в несколько десятков микрон.
Какие задачи решаются лазерным трекером:
-
измерение крупногабаритных креплений узлов оборудования
-
настройка и юстировка узлов
-
оцифровка поверхностей
-
сборка приспособлений
-
технологический контроль
-
контроль штампов и др.
– Классические методы измерений устарели? В чем их проблемы, на примере металлургического оборудования?
– Традиционные методики предполагают применение шаблонов либо универсальных средств, таких как нивелиры, струны, отвесы, рулетки и оптические теодолиты. Эти методы давно всем известны и применяются много лет. Бóльшая часть металлургического оборудования монтировалась раньше с использованием таких систем.
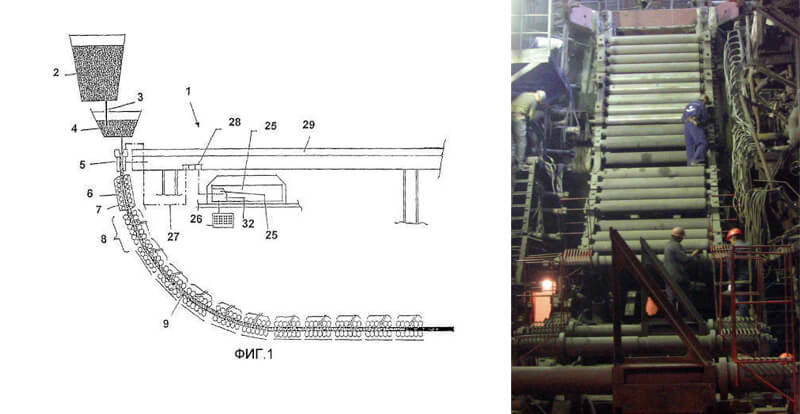
Рассмотрим, как это работает применительно к машинам непрерывного литья заготовок (МНЛЗ). Машина представляет собой большую конструкцию, наверху которой стоит промковш с расплавленным металлом. Он выпускает так называемый сляб, движущийся по специальному роликовому полотну, и по ходу движения внутри металла формируется правильная кристаллическая структура. На выходе мы получаем металл, который раскатывается в лист, либо из него формируется труба, в зависимости от назначения машины.
МНЛЗ стандартно выставляются с помощью огромных металлических шаблонов, устанавливаемых на ролики. Эти ролики выравниваются между собой путем добавления различных прокладок под опоры. Процесс очень трудоемкий, никак не протоколируется, а результат сильно зависит от мастерства рабочих. Кроме того, сами шаблоны надо где‑то хранить и обслуживать.
Кратко
Проблемы классических методов при измерении МНЛЗ
-
Применение устаревших морально и физически СИ на основе геодезических приборов: эти системы зачастую не обладают требуемой точностью, функционалом и производительностью.
-
Применение крупногабаритных шаблонов сложной формы: проблема периодической аттестации, хранение, неудобство использования при монтаже, не существует шаблона на всю МНЛЗ.
– Как решаются эти проблемы с помощью лазерных трекеров? В чем их преимущества?
– Поскольку технологии шагнули вперед, появилась возможность эти процессы оптимизировать. У нас возникла идея: использовать не металлический шаблон, а электронный. По сути это CAD‑модель машины, которая загружается в программное обеспечение трекера, и мы можем в режиме реального времени отслеживать отклонение текущего положения какого‑либо ролика или рамы от теоретического положения, и таким образом в режиме онлайн производить юстировку и монтаж оборудования.
Главное преимущество – достаточно большой запас по точности. В лабораторных условиях прибор обеспечивает погрешность порядка 60 микрон на 10 метров. На производственной площадке из‑за вибраций, сквозняков и других сложных условий погрешность может удвоиться или даже утроиться. И если бы у нас изначально погрешность составляла миллиметр или два, мы бы ни в какие допуски на монтаж оборудования не уложились.

Еще один большой плюс – мы сразу же работаем в системе координат данной машины, то есть изначально строим систему координат, привязываем ее к строительным осям, изначально заложенным на данном оборудовании, и всегда в ней находимся. Мы можем точно поставить любой объект, ориентируясь на эту базовую проектную систему координат.
И очень немаловажный нюанс: программное обеспечение лазерных трекеров позволяет исключить какую‑либо подделку результатов. На программном уровне мы четко определяем, какие из точек в пространстве измерены непосредственно прибором, а какие созданы или изменены оператором.
Огромный металлический шаблон мы заменяем CAD‑моделью, которую создал проектировщик
Это безусловное преимущество перед универсальными методами. Используя струны или теодолиты, мы всегда отвязываемся от неких базовых плоскостей, будь то плоскость горизонта, стенка или струна. То есть мы имеем дело с ортогональными плоскостями и не можем уйти в какую‑то наклонную плоскость.
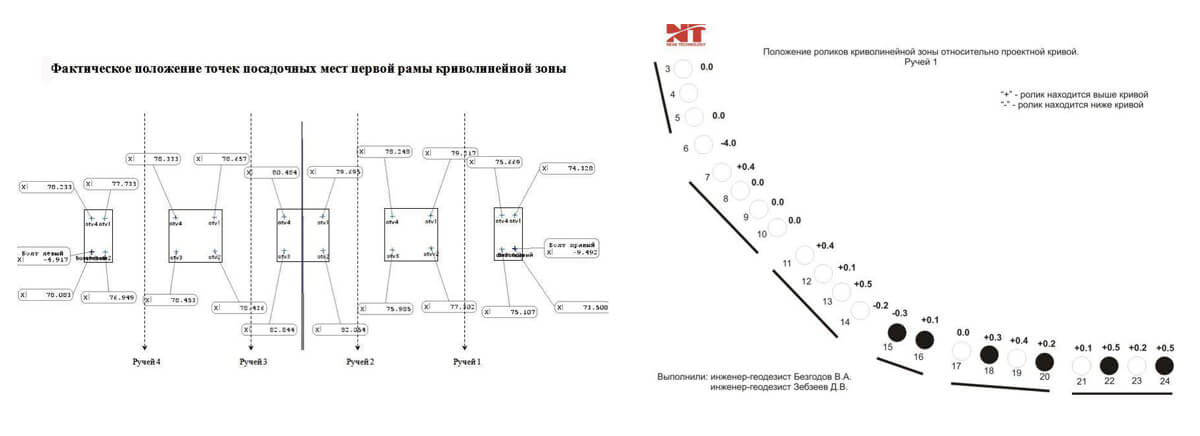
В случае с лазерным трекером мы работаем в 3D в режиме реального времени. При монтаже тех же роликовых полотен прибор сразу же определяет расстояние от оси ролика по нормали к теоретической криволинейной поверхности. А это не что иное, как толщина пакета прокладок, который необходимо поставить под ролик, чтобы он занял свое проектное положение.

Совокупность всех этих преимуществ дает колоссальную экономию времени. Для примера: достаточно большая машина с длиной криволинейной зоны порядка 30 метров стандартными средствами выставляется примерно месяц. Технология, о которой мы говорим, позволяет сделать это практически в четыре раза быстрее – меньше чем за одну неделю.
Кратко
Преимущества метода выверки МНЛЗ с применением лазерного трекера API Radian
-
Применение высокоточного СИ позволяет иметь достаточный запас допуска погрешности при выполнении измерений.
-
Все измерения проводятся в СК МНЛЗ и связаны между собой.
-
Измерения невозможно «подогнать» или подделать. Все данные автоматически протоколируются.
-
Вместо физического шаблона используется «электронный шаблон» – математическая модель МНЛЗ.
-
При выверке роликового полотна в качестве результата измерений выводится непосредственно величина требуемого смещения ролика (толщина прокладки).
-
Метод выверки МНЛЗ с применением лазерного трекера позволяет существенно сократить время ППР, повысить качество продукции.

– Поговорим о процессе работы лазерного трекера.
– Каждый проект начинается с рекогносцировки местности, как и при использовании 3D‑сканеров. Далее создается сеть опорных точек. Это своего рода гнезда, куда мы впоследствии будем вкладывать сферический отражатель трекера и получать координаты.
Размещаются они таким образом, чтобы в любом месте стоянки прибора были видны минимум три такие точки (а лучше брать с избытком – шесть и более).
После этого проверяется геометрия фундаментов оборудования, поскольку если они расположены неправильно либо изношены, то и последующий монтаж будет осложнен. К проверке фундаментов предъявляются не такие строгие требования, как к монтажу самих роликов. Здесь подойдут и менее точные средства – электронный тахеометр или лазерный сканер. Но если у нас уже есть лазерный трекер, его можно применять и для этих задач.
Если стандартными средствами большая МНЛЗ выставляется примерно месяц, то с помощью лазерного трекера – неделю
Следующий этап – установка опорных рам на фундаменты. Выполняем таким же образом, выставляя их в проектное положение, и на эти рамы уже выставляются ролики. Есть различные типы машин непрерывного литья заготовок – с отдельными роликами либо с роликами, установленными на рамах. Предварительно мы также можем провести контроль геометрии рам в ремонтной зоне – идти на саму машину необязательно.
И наконец, мы выставляем сами ролики относительно теоретической кривой в проектное положение и в конечном итоге проверяем геометрию всей машины.
Кратко
Метод выверки МНЛЗ с применением лазерного трекера API Radian
1. Рекогносцировка.
2. Создание сети опорных точек, определение опорных базовых элементов.
3. Проверка геометрии фундамента МНЛЗ.
4. Проверка и корректировка положения опорных рам.
5. Контроль геометрии роликовых секций в ремзоне.
6. Проверка и корректировка положения роликовых секций либо отдельных роликов при монтаже на рамы.
7. Контрольная проверка всей криволинейной зоны МНЛЗ (исполнительная съемка).
– В каком виде заказчик получает результаты измерений?
– По результатам измерения формируется цифровая модель. Перед нами модель достаточно большой МНЛЗ (см. изображение ниже – ред.). На черном фоне вы видите целых четыре так называемых ручья, сведенных в единой системе координат. В эту модель мы можем зайти, посмотреть координаты любого ролика, с каким отклонением он стоит, его диаметр и в принципе любую характеристику, вплоть до погрешности, с которой была измерена каждая точка.
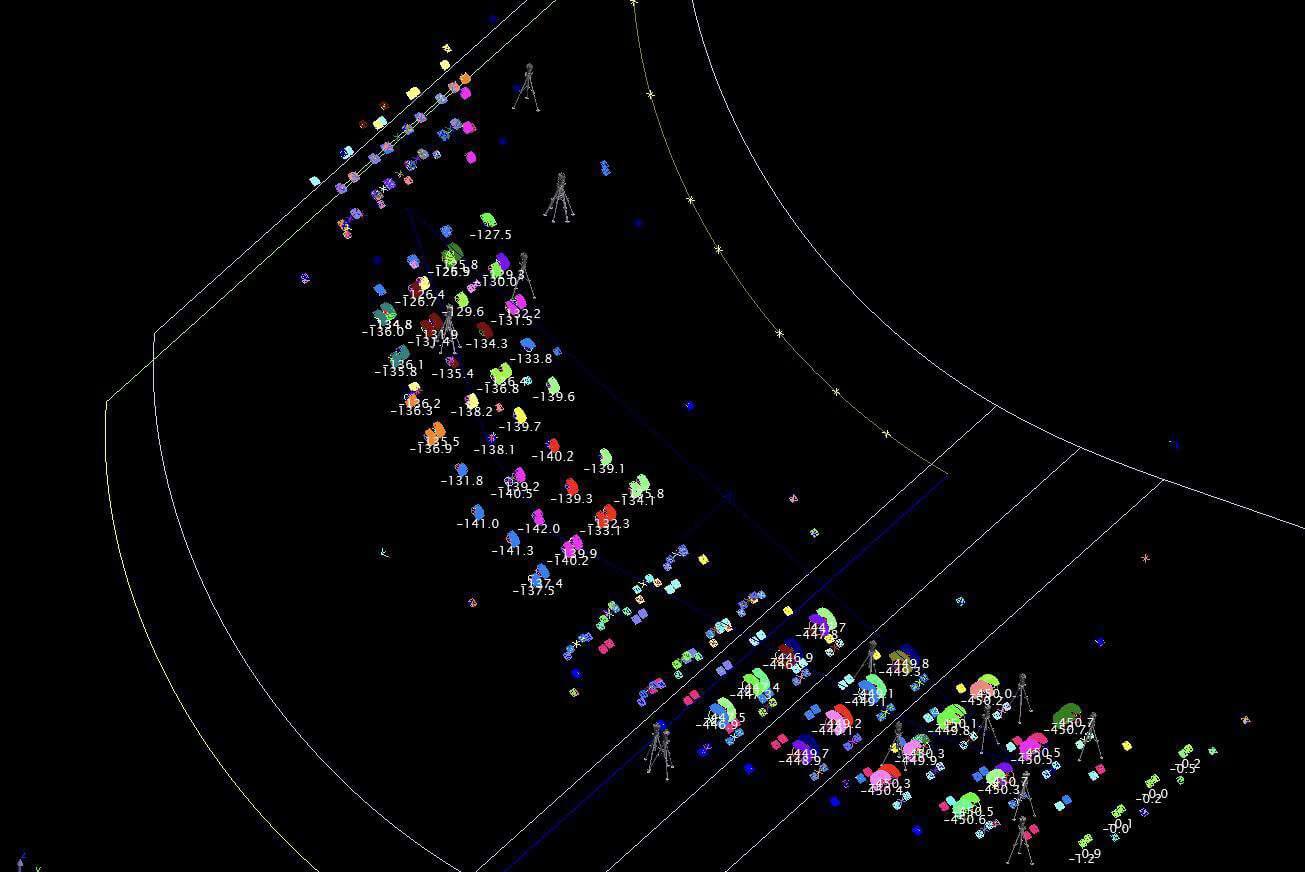
Далее формируется отчет, передаваемый заказчику. Последний получает наглядное представление о положении роликов, их отклонениях и принимает решение о необходимости дополнительных корректировок. Карту отклонений можно использовать при последующих планово-профилактических ремонтах.
– Какие еще задачи лазерный трекер помогает выполнить в металлургии?
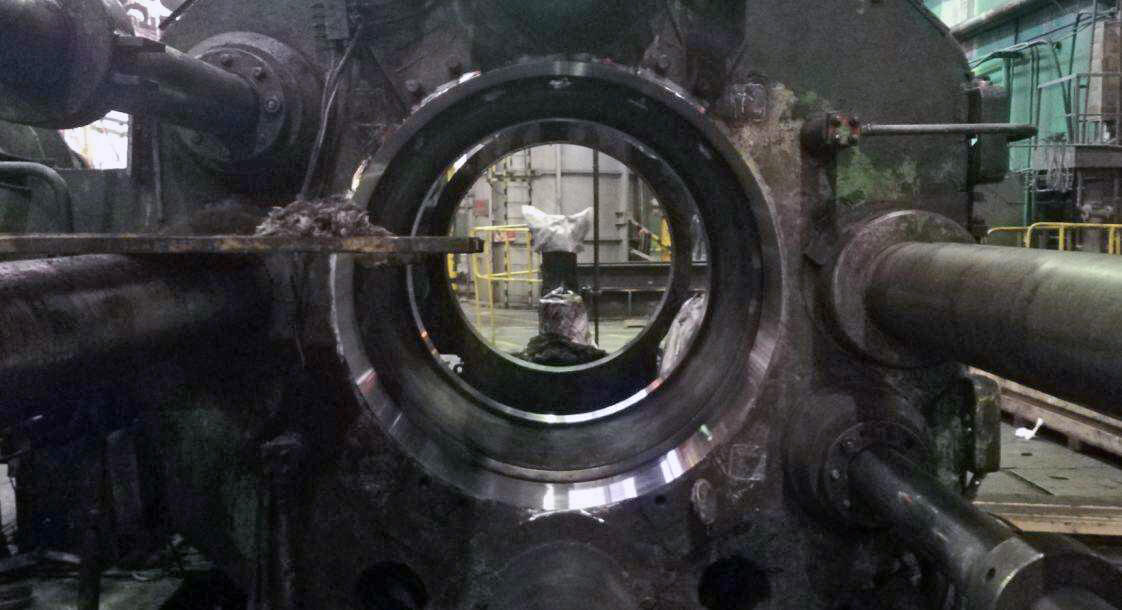
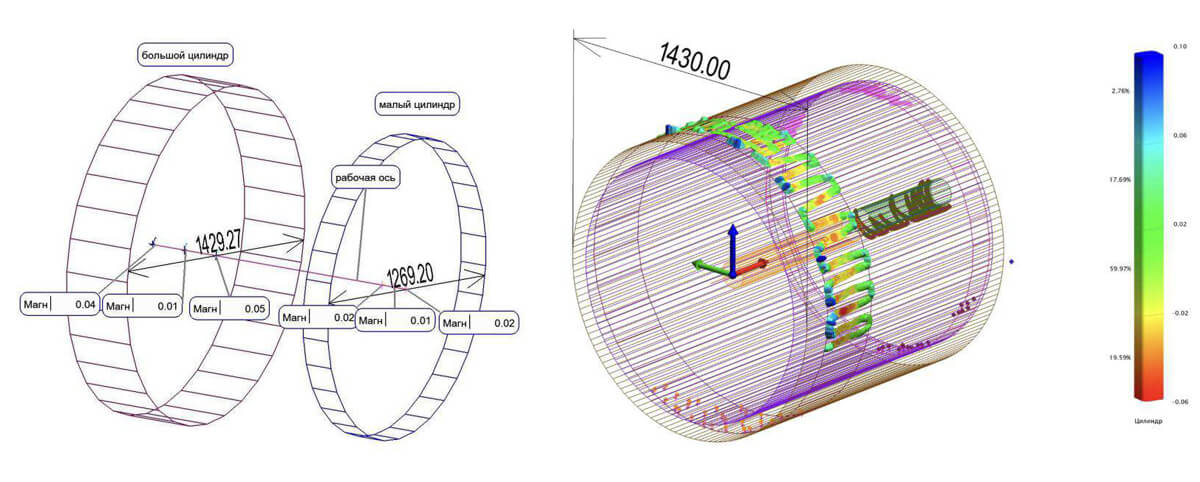
– На металлургических предприятиях, помимо машин литья, безусловно, есть разнообразное дополнительное оборудование. К примеру, нам требовалось проверить соосность цилиндров пресса. С помощью лазерного трекера задача выполнима, поскольку прибор обеспечивает погрешность измерения несколько сотых долей миллиметра. В общем, спектр задач, которые можно решить, достаточно широк. Это проверка и монтаж станочного оборудования, выверка прокатных станов, различного специализированного оборудования.
Прочие задачи, решаемые с применением лазерных трекеров на металлургическом производстве
1. Трубопрокатный цех:
-
выставка оси проката МПМ и ИКС
-
выставка проката оси станов рекалибраторов
-
проверка положения план‑шайб гидропрессов
-
установка муфтонавертки в проектное положение
2. Электросталеплавильный цех:
-
проверка геометрии УНРС (МНЛЗ)
-
измерение фасочных станков типа CALOV
-
выставка редуктора главного подъема металлургического крана
3. Трубоэлектросварочный цех:
-
настройка стана валковой формовки
-
настройка экспандера
-
настройка установка догибки кромок
-
настройка прессов 5500, 2500 и 2000
-
настройка отрезных станков типа WDHI 250, 400
-
выверка прокатных станов
- выверка опорных роликов подин кольцевых печей
– Могли бы Вы назвать российские предприятия, использующие эту передовую технологию?
– Среди тех, кто внедрил и активно применяет лазерные трекеры, упомяну Волжский трубный завод, два предприятия ЕВРАЗа (в Нижнем Тагиле и Новокузнецке), ПАО «ММК» в Магнитогорске, Выксунский металлургический завод. Всё это современные производства, где есть западные машины непрерывного литья заготовок. Сами производители этого оборудования всегда настоятельно рекомендуют применять лазерные трекеры для монтажа, ППР и проверки.
Итоги: кратко
Лазерные трекеры – высокоточные измерительные системы, которые активно применяются в стратегических отраслях. Например, в металлургии они служат для контроля геометрии крупногабаритного оборудования, такого как машины непрерывного литья заготовок, станки и прессы.
В отличие от традиционных инструментов (шаблоны, нивелиры), лазерные трекеры позволяют получить математическую CAD‑модель объекта, обеспечивают погрешность в десятки микрон и исключают подделку данных. При этом сроки выполнения работ могут быть сокращены в четыре раза.
Компания «Нева Технолоджи» внедряет эту технологию с начала 2000‑х, помогая ведущим отечественным предприятиям повышать надежность контроля качества и эффективность производства. Благодарим Дмитрия Носова за трансляцию опыта, имеющего бесценное практическое значение.
Все изображения, кроме специально отмеченных, предоставлены компанией «Нева Технолоджи»
Статья опубликована 31.07.2025 , обновлена 19.02.2026