


Успехи в производстве компонентов со сверхтонкими стенками | Повышение качества поверхности без постобработки | Решения по SLM‑печати без поддержек
Не существует идеальных и универсальных аддитивных технологий, у каждой есть свои недостатки и ограничения. Особое место среди них занимает селективное лазерное плавление – один из самых технологически сложных процессов 3D‑печати. При всех несомненных плюсах, позволяющих оптимизировать конструкции и создавать уникальные детали сложнейшей геометрии, SLM‑печать остается дорогостоящей, а ее применение сопряжено с разного рода трудностями – от эксплуатации машин до обеспечения требуемых механических характеристик и постобработки изделий.
Китайская компания HBD уже около двадцати лет занимается исследованиями, разработкой и производством оборудования и материалов для 3D‑печати металлами, добившись лидерских позиций на внутреннем рынке и выйдя на международный уровень. Недавно HBD представила несколько достижений, каждое из которых призвано решить ключевые проблемы отрасли и расширить границы применения технологии.
Предлагаем видеозаписи вебинаров по внедрению 3D‑технологий, которые проводят эксперты iQB Technologies. Выберите интересующую вас тему и получите ссылку на видео:
Успехи в производстве компонентов со сверхтонкими стенками
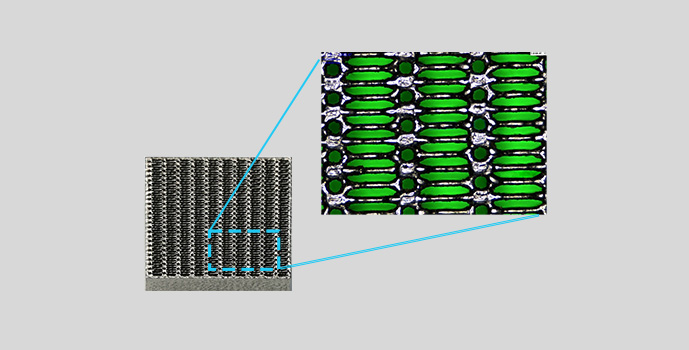
Тонкостенные компоненты необходимы для высокотехнологичного оборудования в определенных сферах применения. Преимущества 3D‑печати тонких стенок – легкость конструкции, низкое энергопотребление и более высокая стабильность поверхности, что особенно полезно для теплообменников.
Последняя инновация HBD в этой области дает возможность с высокой точностью печатать пористые стенки толщиной до 0,065 мм, обеспечивая более надежные решения для производства компонентов с ультратонкими стенками. Производитель уверен, что это достижение позволит повысить эффективность производства в различных отраслях промышленности.
Рекомендуем статью Гигант китайского рынка HBD: «Россия уверенно осваивает 3D‑печать металлами»
Повышение качества поверхности без постобработки

Качество поверхности деталей – критичная задача аддитивного производства. Зачастую для достижения желаемого качества поверхности требуется длительная постобработка. HBD добилась впечатляющих результатов, напечатав детали из сплава In718 с шероховатостью поверхности до 2,229 мкм без дальнейшей мехобработки.
Решения по SLM‑печати без поддержек

Необходимость создавать поддержки в 3D‑печати – один из существенных факторов, ограничивающих применение многих аддитивных технологий, в том числе селективного лазерного плавления.
Добавление необходимых поддерживающих конструкций в определенной степени обеспечивает стабильность напечатанных деталей, в частности, предотвращает деформации от термических напряжений, облегчает отвод тепла от расплавленного материала и защищает модель от лезвия рекоутера, которое может нарушить ее форму. Кроме того, поддержки обеспечивают надежное прикрепление детали к платформе в процессе построения.
Однако из‑за технологических ограничений в большинстве SLM‑принтеров угол наклона неподдерживаемых нависающих элементов (т.е. угол между поверхностью элемента и горизонтальной плоскостью) ограничен примерно 35‑45 градусами, что зачастую требует трудоемкой постобработки при удалении нависающих элементов с меньшим углом наклона.

Каждая дополнительная поддерживающая конструкция – это увеличение времени печати и стоимости материалов, из‑за чего снижается производительность. Поэтому производители и ищут решение для снижения возникающих при послойной печати остаточных термических напряжений, которые могут привести к деформации структур с малым углом наклона, направленной вверх.
И это еще не все проблемы. Удаление поддержек требует дополнительных затрат времени и труда, что часто приводит к появлению дефектов, деформации или повреждению тонкостенных элементов конструкции. Добавление поддержек к частично закрытым внутренним структурам или миниатюрным внутренним каналам усложняет их удаление, что еще больше ограничивает сферу применения 3D‑печати металлом.
Читайте в блоге: 7 приоритетных отраслей для внедрения SLM‑технологии
Итак, 3D‑печать изделий без поддержек либо с меньшим объемом поддержек поможет упростить производственный процесс, повысить эффективность производства и снизить затраты. Однако для реализации такого метода требуется ряд технологических достижений, например: алгоритмы оптимизации поддерживающих структур, контроль температуры расплава в режиме реального времени, оптимизация процесса нанесения порошка и разработка металлических сплавов, специально предназначенных для печати без поддержек.

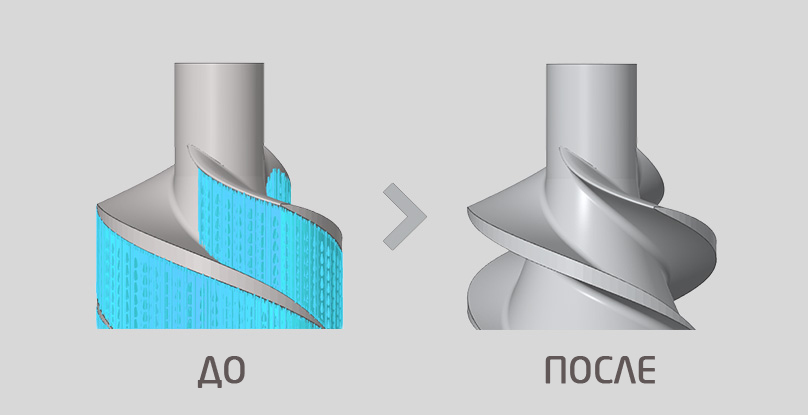
Компания HBD добилась замечательных результатов при печати лопатки турбины: в результате оптимизации стратегии экспонирования, угол наклона модели без поддерживающей структуры был успешно уменьшен с обычных 45° до 6°, что привело к сокращению общего объема поддержек на 96%.
В процессе печати лопаток турбины было решено отказаться от внутренних поддерживающих конструкций крыльчатки-образца, использовалось лишь минимальное количество поддержек, которые легко удаляются. Это существенно облегчило проблемы, связанные с их удалением, и значительно сократило время работы.
Хотя 3D‑печать металлом полностью без поддержек остается пока недостижимой задачей, HBD в числе ключевых игроков отрасли продолжает исследования и эксперименты с целью усовершенствовать технологию.
Достижения, о которых мы рассказали в статье, знаменуют собой важную веху в области 3D‑печати металлами. Они предлагают потенциальные решения текущих проблем и расширяют сферу применения технологии селективного лазерного плавления. Мы будем внимательно следить за новыми разработками и решениями, отвечающими постоянно меняющимся потребностям рынка.
Материалы предоставлены компанией HBD

Статья опубликована 05.09.2024 , обновлена 18.08.2025



