Роль аддитивных технологий | Основные виды литья металлов | Литье в песчано-глинистые формы с использованием 3D-технологий
Литейное производство – один из старейших технологических процессов, известных человечеству. Еще в Бронзовом веке наши предки умели менять агрегатное состояние руды, переплавлять ее в жидкий металл, заливать в форму и получать нужную отливку. В конце XX века, с появлением цифрового моделирования и затем с бурным развитием аддитивных технологий, наметились кардинальные перемены.
Роль аддитивных технологий
Выращивание моделей и форм путем 3D-печати позволяет получить результаты, недостижимые средствами классических технологических процессов. Важное преимущество заключается также и в значительной экономии времени на изготовление модельной оснастки. Сокращение срока создания прототипов и возможность вносить изменения в конструкцию открыли широчайшие возможности для опытного производства.
Благодаря 3D-процессам можно забыть о всех минусах традиционного литья. К последним относятся:
- долгий производственный цикл;
- трудоемкость механической обработки;
- недостаточная точность;
- роль человеческого фактора.
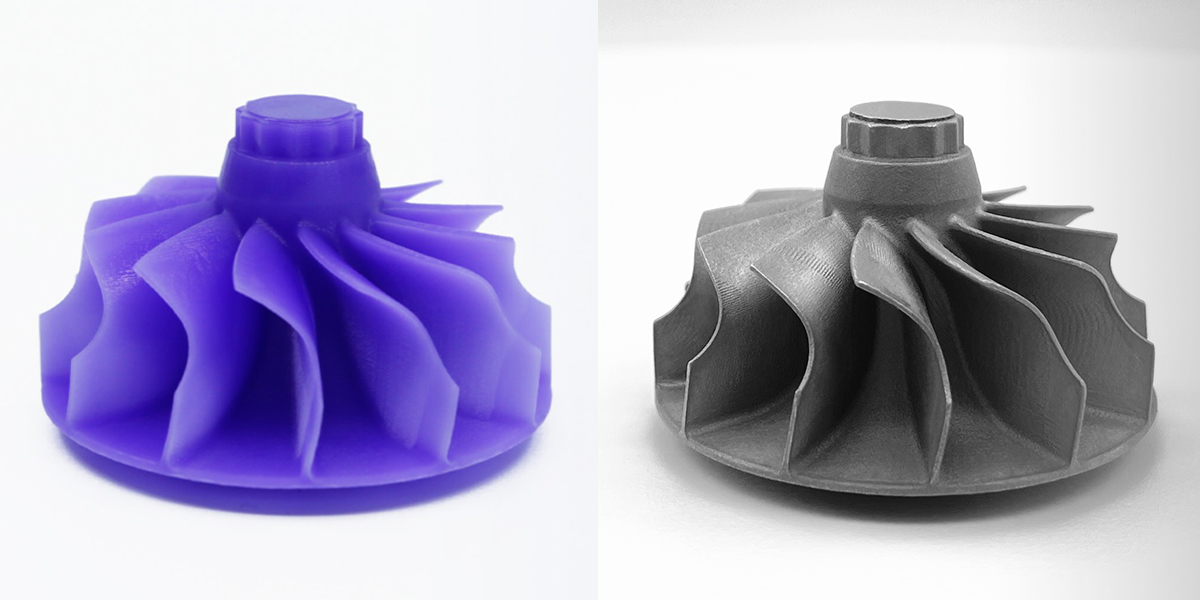
3D‑принтер: FlashForge WaхJet 400
Время печати: 4 часа 38 минут
Вес восковой модели: 7,18 г
Применение: для литья турбины из сплава In713c
Выгоды по сравнению с традиционным процессом: на 80% ускорился выход продукта на рынок, на 45% сократились трудозатраты
С другой стороны, широкому внедрению аддитивных технологий препятствуют высокая стоимость оборудования и материалов для 3D-принтера, необходимость в крупных первоначальных инвестициях и ограничения в размерах изделий, печатаемых на 3D-принтере. Впрочем, прогнозы оптимистичны: учитывая быстрое развитие технологий, эти проблемы будут постепенно уходить в прошлое. Сегодня 3D-технологии уже успешно применяются на литейных предприятиях за рубежом и в России при создании форм размером до 50 кв. см.
Поскольку литье лежит в основе практически всех производственных отраслей (машиностроение, приборостроение, авиация, автомобильная индустрия, судостроение, нефть и газ), интересно посмотреть, как аддитивные технологии помогают решать задачи современного литейного производства.
Эксперты iQB Technologies рекомендуют статью 3D-печать в литейном производстве как конкурентное преимущество
Основные виды литья металлов
В статьях, посвященных литью, мы рассказываем о возможностях аддитивных процессов применительно к двум технологиям:
- литье в песчано-глинистые формы;
- оболочковое литье.

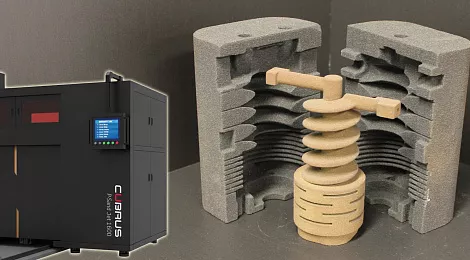
Литье в песчано-глинистые формы (ПГФ) – стандартизированная технология, наиболее распространенная и проверенная, а с точки зрения функциональности – самая продвинутая. Производства, ее использующие, как правило, оборудованы автоматическими формовочными и стержневыми линиями, применяют автоматическую заливку и т.д. Литье в ПГФ характеризуется наличием многоразовой металлической или деревянной модельной оснастки. Форма, которую с нее снимают и в которую затем заливают металл, – одноразовая и сделана из специальной песчано-глиняной формовочной смеси. Такие формы стало возможным изготовлять на 3D-принтерах. Как правило, в этом случае используется технология CJP (цветная струйная печать из композита на основе гипса).
Оболочковое литье оперирует одним из двух методов:
Они очень похожи, но в то же время имеют ряд отличий – об этом мы подробнее расскажем в следующих статьях. Главная особенность этой технологии в том, что каждая модель используется один раз для отливки одного изделия, и сама форма, которая из нее получается, тоже одноразовая. При внедрении 3D-методов на производстве такого типа применяется:
- печать воском – для литья по выплавляемым моделям;
- печать фотополимерной смолой – для литья по выжигаемым моделям.
Литье в песчано-глинистые формы с использованием 3D-технологий
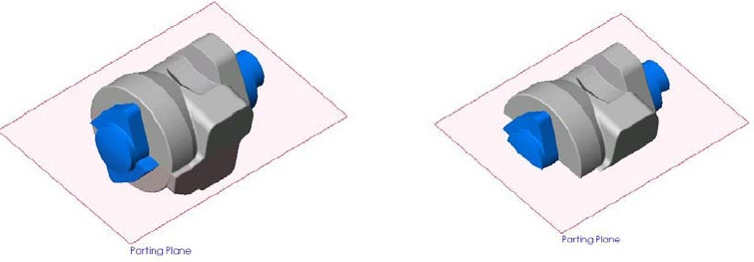
Процесс литья в ПГФ начинается с создания математической модели оснастки. Инженер-технолог или технолог-литейщик определяет линию разъема, усадку, уклон и другие параметры.
Затем эти данные передаются в аддитивную установку. Мы рассмотрим пример печати на 3D-принтере, принцип работы которого основан на технологии цветной струйной печати (CJP). Главное преимущество этой технологии в том, что, если модель по геометрии помещается в камеру построения, за одну операцию можно напечатать сразу несколько моделей.
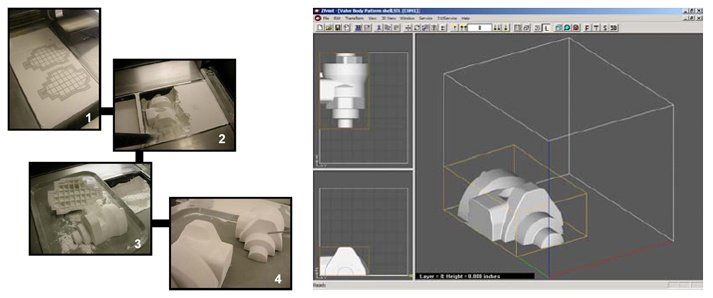
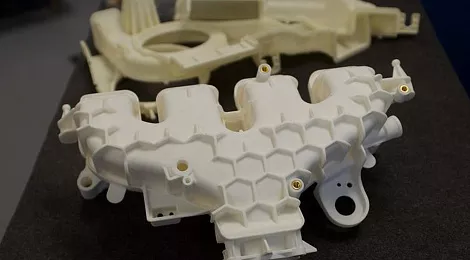
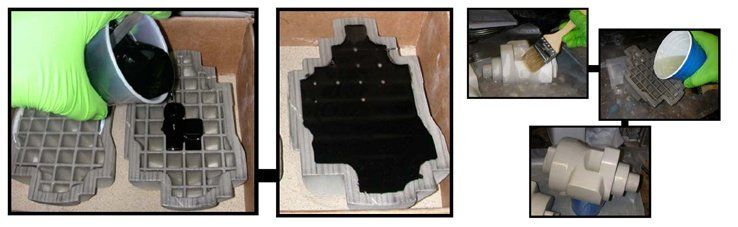
Следующий этап – обработка модели. Обратите внимание: для экономии материала модель сделана пустотелой, с внутренним оребрением. В случае необходимости, пустой объем заливается простой эпоксидной смолой, чтобы придать конструкции большую жесткость. Так как гипс – материал не конструкционный, сама модель пропитывается смолой. После этого поверхность подвергается обработке (шпаклевке и шкурению) и покрывается специальной краской для модельной оснастки. Весь цикл изготовления методом литья в песчано-глинистые формы занимает не больше недели. По стойкости такая модель сопоставима с дерево-модельной оснасткой.
Таким образом, применение аддитивных технологий при литье в песчано-глинистые формы имеет следующие явные плюсы по сравнению с классическими методами:
- значительное сокращение производственного цикла;
- нет необходимости задействовать в процессе производства несколько инженеров-технологов или других специалистов;
- на 3D-принтере можно напечатать одновременно несколько изделий.
О литье по выплавляемым и по выжигаемым моделям и преимуществах 3D-технологий применительно к этим методам читайте в нашем блоге.
Статья опубликована 20.06.2017 , обновлена 29.08.2023