Современные аддитивные технологии | Примеры применения 3D-технологий в различных сферах | 3D-сканирование | Топологическая оптимизация
Аддитивные технологии (англ. Additive Manufacturing, AM, от add – добавлять) – обобщенный термин, описывающий процесс изготовления изделия на основе CAD-модели путем послойного добавления материала. Создание (или, иначе говоря, выращивание) детали происходит за счет последовательного формирования слоев материала, их фиксации или отверждения и соединения между собой.
Использование 3D-принтеров и 3D-сканеров открыло уникальные возможности воспроизведения сложнейших пространственных форм, объектов, инженерных конструкций и механизмов во многих областях, среди них:
авиакосмическая индустрия;
автомобилестроение;
машиностроение;
судостроение;
нефтегазовая промышленность;
энергетика;
строительство;
наука и образование;
медицина;
ювелирное дело.
Современные аддитивные технологии
3D-технологии ведут свою историю с 1986 года, когда была запатентовала первая коммерческая стереолитографическая машина (SLA), разработанная в компании 3D Systems. До середины 1990-х основной сферой их применения были НИОКР для оборонной промышленности. Когда началось производство лазерных 3D-принтеров, они стоили чрезвычайно дорого, к тому же существовало довольно мало модельных материалов. С развитием систем автоматизированного проектирования был достигнут невероятный прогресс и в технологиях 3D-печати, и сегодня практически нет такой сферы материального производства, где бы активно не использовались аддитивные машины.
К наиболее распространенным современным методам аддитивного производства относятся:
- SLM / DMP (Selective Laser Melting / Direct Metal Printing) – селективное лазерное плавление металлического порошка по математическим CAD-моделям для производства сложных изделий;
- FDM (Fused Deposition Modeling): моделирование методом послойного наплавления пластиковой нити или гранул;
- SLA (Stereolithography Apparatus): лазерная стереолитография – технология, основанная на послойном отверждении жидкого фотополимера под действием луча лазера или УФ-лампы;
- DLP (Digital Light Processing): метод стереолитографической 3D‑печати, использующий цифровые светодиодные проекторы;
- LCD (Liquid Crystal Display): еще одна разновидность фотополимерной печати, когда засветка фотополимерной смолы осуществляется светодиодной УФ-матрицей через маску ЖК‑экрана;
- SLS (Selective Laser Sintering): селективное лазерное спекание – послойное спекание под лучами лазера частиц порошкообразного материала до образования физического объекта по заданной CAD-модели;
- Binder Jetting: послойное склеивание композитного порошка (песок, полимер, металл и др.) связующим веществом;
- MJP (Multi Jet Printing): многоструйное моделирование с помощью фотополимерного или воскового материала;
- CJP (ColorJet Printing): технология полноцветной печати путем склеивания специального порошка на основе гипса.
Эксперты iQB Technologies рекомендуют статью Российский производитель SLM-машин развеивает мифы о технологии
Примеры применения 3D-технологий в различных сферах
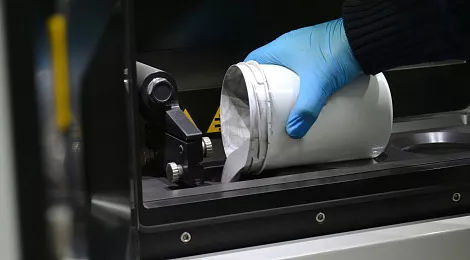
Такие детали, как колпачки-уплотнители для электрических разветвителей традиционно производятся на литьевых машинах с пресс-формами. При необходимой для формования температуре в 30°С во время производства пресс-формы нагреваются до 70°С, что требует дополнительных затрат времени для остывания пресс-формы, из-за чего производственный цикл составляет 20,8 с. Для сокращения этого периода были разработаны и изготовлены вставки в пресс-формы с внутренними каналами охлаждения. С этой целью использовалась технология селективного лазерного плавления.
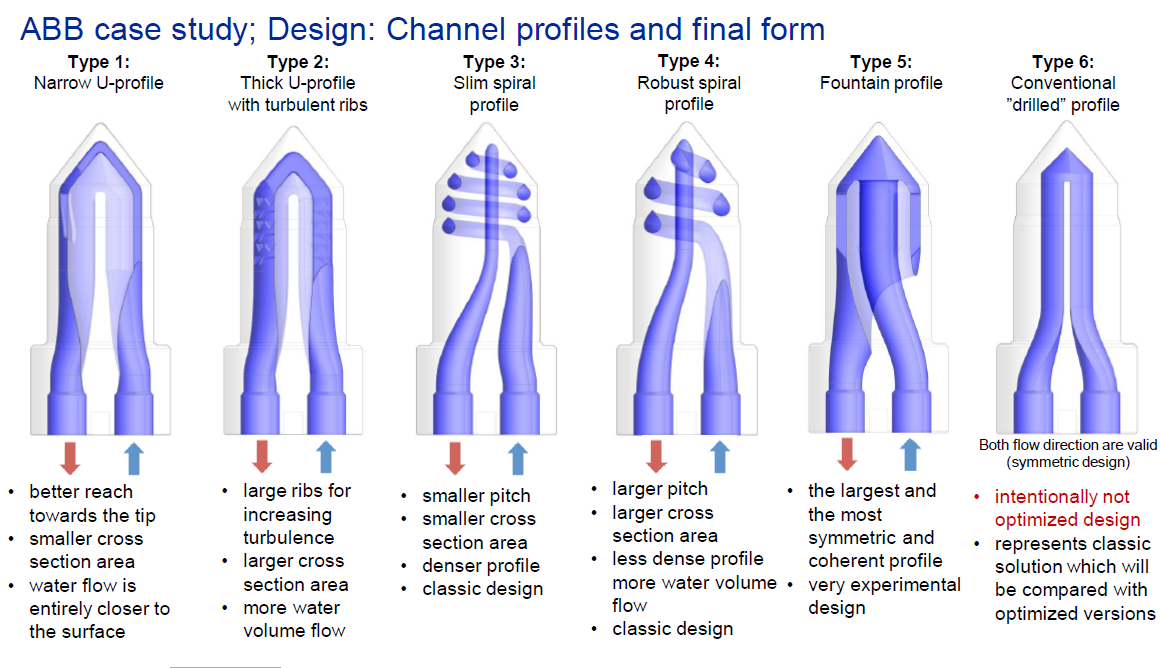
Рисунок 1. Профили каналов охлаждения и финальная форма
Испытания показали, что при использовании таких пресс-форм производственный цикл сокращается более чем в два раза, и составляет 9,4 с.
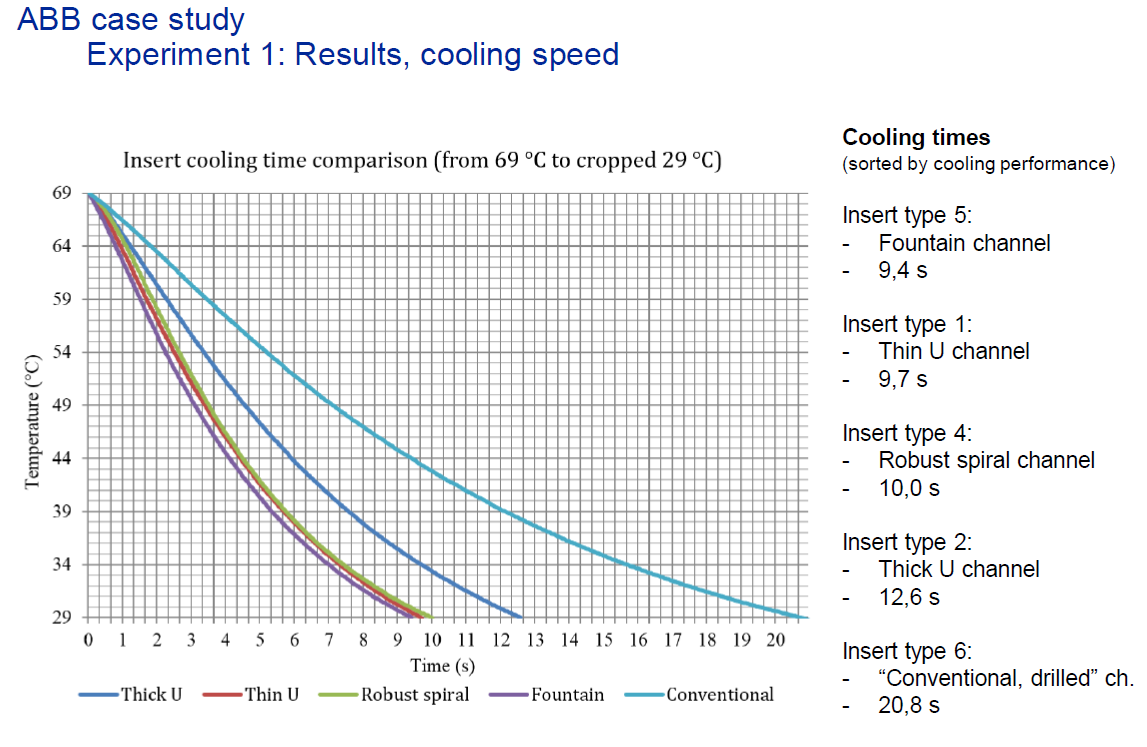
Рисунок 2. График падения температуры с 69°С до 29°С по времени
Еще одним примером может служить литье по выплавляемым и выжигаемым мастер-моделям. Необходимо понимать, что, благодаря отсутствию газов сгорания, влияющих на усадку формы, литье по выплавляемым моделям является более высокоточным. Такое литье востребовано в медицине и в ювелирной отрасли. В то же время, выжигаемые беззольные фотополимеры намного дешевле, чем литейный воск, что делает их более доступными и привлекательными.
Применение 3D-технологий не ограничивается только лишь промышленностью. Одним из самых распространенных примеров может служить изготовление медицинских элайнеров. Элайнер – прозрачная каппа для исправления прикуса. Традиционно для выравнивания зубов применяют брекеты. Несмотря на постоянное совершенствование брекет-систем, при лечении пациенту приходится жертвовать комфортом и эстетической составляющей. Но, к счастью, до 80% случаев неправильного прикуса у человека могут быть исправлены съемными прозрачными каппами.
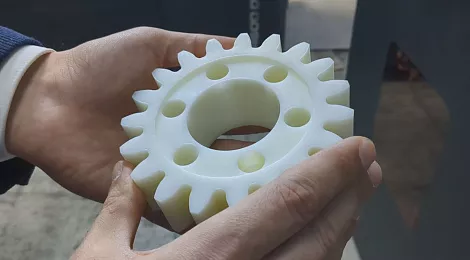
Рисунок 3. Элайнер, напечатанный на стереолитографической машине
До появления цифрового моделирования и изготовления прототипов по цифровым моделям создание элайнеров было довольно трудной задачей. Для их формования на вакуум-формере нужно было создать матрицу-челюсть, обеспечивающую перемещение зубов не более чем на 0,25 мм на каждом этапе лечения. Ранее эта задача решалась с помощью динамической модели, на которой раздвигать зубы приходилось с помощью винтов, что накладывало неизбежные риски, связанные с человеческим фактором и старением механизмов модели.
Сегодня мы можем отсканировать силиконовый оттиск или гипсовый слепок челюсти пациента, затем в цифровом виде смоделировать все этапы лечения, добавить томографию для учета движения корней в кости (современное медицинское ПО позволяет загружать файлы в формате DICOM), а потом на стереолитографической машине изготовить матрицу-челюсть, на которую при помощи вакуум-формера изготавливается сам элайнер.
3D-сканирование
Сегодня к 3D-технологиям относят не только послойное производство, но и перенос физической модели в цифровой вид, то есть 3D-сканирование. Сферы применения 3D-сканеров так же разнообразны, как печать. От быстрого и высокоточного (до 5 мегапикселей) сканирования малых объектов для медицины и ювелирной промышленности до получения сканов объектов размером до 140 м. Традиционными областями применения 3D-сканирования считаются реверс-инжиниринг и метрология.
В рамках реверс-инжиниринга применение сканеров необходимо для перевода физической модели в цифровой вид с целью создания управляющих программ для постобработки или восстановления сломанного изделия или детали, либо с целью восстановления конструкторской документации.
В метрологии полученную цифровую модель сравнивают с эталонной. Целью такого сравнения может быть контроль геометрии для отбраковки изделия при производстве или оценка изменений после нагрузок в процессе эксплуатации.
Представленные примеры показывают, как 3D-технологии активно интегрируются в современное производство, обладая рядом технических преимуществ, но можно еще рассмотреть применение в другой плоскости – экономической. Представьте конвейер по производству крупносерийной продукции. Зачастую простой такой конвейерной линии обходится в сумму от 5000 до 20000 долларов в час. Вероятность и время простоя линии напрямую зависит от количества сложных сборных деталей с множеством прокладок, резинок и прочих расходных элементов. Одним из возможных решений этой задачи могло бы быть применение 3D-принтеров, на которых можно либо оперативно изготовить необходимые детали по цифровым моделям из каталога самых часто заменяемых узлов, либо даже решить задачу замены сложных составных (менее надежных) деталей на цельносозданные (более надежные).

Топологическая оптимизация
Для максимально полного использования возможностей интенсивно развивающихся аддитивных технологий необходимо применять новые подходы к проектированию деталей, один из которых основан на принципах топологической оптимизации. Есть несколько определений термина, и сформулировать его можно так: топологическая оптимизация – процесс изменения конструктивных элементов с целью снижения массогабаритных характеристик и улучшения функциональных особенностей без снижения прочности и долговечности изделия.
Описываемый подход имеет особо важное значение для аэрокосмической отрасли. Во-первых, экономятся дорогостоящие материалы, во-вторых, снижение массы и увеличение прочности позволяют существенно увеличить грузоподъемность.
Подводя итог, можно сказать, что при современной скорости научно-технического прогресса, с одной стороны, будет появляться все больше и больше отраслей, где применение аддитивных технологий будет оптимальным, а с другой стороны, они сами станут менее затратными и более совершенными, и, таким образом, будет расширяться сфера их применения.
Команда компании iQB Technologies, включающая высококвалифицированных экспертов, инженеров и технологов, разработает и внедрит уникальные 3D-решения для вашего промышленного предприятия, исследовательского центра, а также проектов малого и среднего бизнеса.
Позвоните нам прямо сейчас: +7 (495) 223-02-06 или оставьте онлайн-заявку на консультацию.

Статья опубликована 26.04.2017 , обновлена 05.07.2022